Metal Working! Fitting, Machining, Welding, Sheet and General Metal Fab
- Thread starter Urban DH
- Start date
SummitFever
Eats Squid
I have just gone through the process of buying a second hand Hermle out of Germany including having the Hermle factory go through it and make sure everything is perfect (current geometry report is better than when it left the factory). Cost was not ridiculous. Probably comparable to buying something new out of China, definitely less than something from Korea or Japan.
I'm not a fan of second hand but in this instance I was able to get the Hermle factory technicians to give me a report on the machine before I bought it and a quote for what needed replacing and what was worth upgrading. This basically takes all of the worry out of buying second hand. There are no wear items on these types of machines that can't be replaced so if you spend the money it is basically like buying new.
If anyone is considering going down this path, send me a PM and I can give you more details and put you in touch with the right people. If I knew what I know now, I'd have done this years ago.
I'm not a fan of second hand but in this instance I was able to get the Hermle factory technicians to give me a report on the machine before I bought it and a quote for what needed replacing and what was worth upgrading. This basically takes all of the worry out of buying second hand. There are no wear items on these types of machines that can't be replaced so if you spend the money it is basically like buying new.
If anyone is considering going down this path, send me a PM and I can give you more details and put you in touch with the right people. If I knew what I know now, I'd have done this years ago.
Cnc?
SummitFever
Eats Squid
Is there any other way?Cnc?
fjohn860
Alice in diaperland
Can you tell my boss that!? Please.Is there any other way?
YesIs there any other way?
SummitFever
Eats Squid
Only if you don't have a cnc. We have a variety of very tasty manual machines but I don't think I've used any of them in more than 5 years.
I've got things so dialed that even drilling a single hole is quicker on the cnc. No need to find the right size drill, no need to change to a chamfering bit, no need to scribe and centre punch the workpiece. Automation bliss.
I met someone the other day who buys broken cnc machines and fixes them. So far hasn't used any.Only if you don't have a cnc. We have a variety of very tasty manual machines but I don't think I've used any of them in more than 5 years.
I've got things so dialed that even drilling a single hole is quicker on the cnc. No need to find the right size drill, no need to change to a chamfering bit, no need to scribe and centre punch the workpiece. Automation bliss.
boyracer
Likes Dirt
Been working on school management for a few years now on getting a multi axis machine. Have approval in principle now and budget being discussed.
As above, CNC is the way... too dangerous to be showing all but the most committed how manual machines work.
Been working CNC for nearly 40 years now ...fuck i feel old.
As above, CNC is the way... too dangerous to be showing all but the most committed how manual machines work.
Been working CNC for nearly 40 years now ...fuck i feel old.
fjohn860
Alice in diaperland
I mean manual machines are fun (and quite often make you think outside the box when machining).Been working on school management for a few years now on getting a multi axis machine. Have approval in principle now and budget being discussed.
As above, CNC is the way... too dangerous to be showing all but the most committed how manual machines work.
Been working CNC for nearly 40 years now ...fuck i feel old.
But fuck me they are slow haha
SummitFever
Eats Squid
The stuff people do on manual machines blows my mind. My dad was a master of it. His incredible attention to detail and patience meant he could make some amazing things. Indeed I still regularly run a cnc machine that my dad built. He had no idea how to program it but he could build it.
hellmansam
Likes Bikes and Dirt
So I done a fing today, using my manual lathe and milling machine.
I’ve had the mill for a year and it was over 6 months before I got it functioning due to freight fktards dropping the crate and the motor being damaged due to that, or it was just faulty from the factory. Anyhoo I’ve hardly touched it since, too many hobbies and shit.
Current diversion is the sound deadening in my trusty old 80 series Landcruiser. In the process of gutting the interior I found the beginnings of some rust along with some previous rust repairs and dealing with those has made the scope of work blow out a bit.
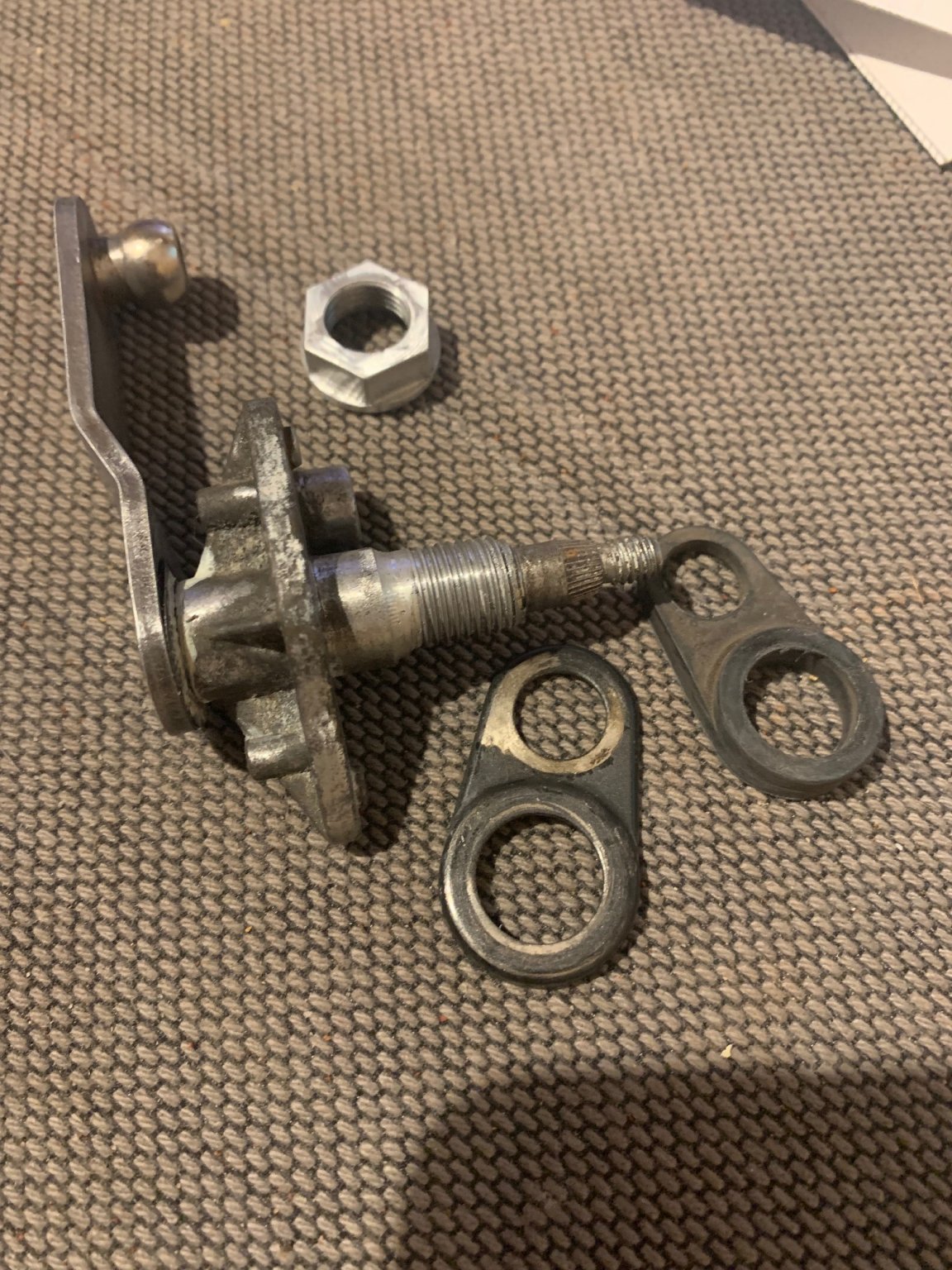
Today’s fix was to do with the LH barn door wiper, it’s always been loose where the mount comes through from inside the door. When I decided to remove it to facilitate some touch up painting I found that the previous owner had struggled with the nut under the wiper arm which clamps it all together against the door skin, badly rounding the nut and leaving it a bit loose and unable to tighten back up.
After a bit of Freeze +Release spray and then CRC penetrating spray it still wouldn’t budge. Hmmm can’t use the MAPP torch here so I heated the fk out of a sacrificial 17mm socket and plonked it on the seized nut. Gave it 30 seconds and bingo it came off quite easily. The wiper mount/pivot thingy is cast aluminum and the threads had turned to powder.
New one from Toyota comes as part of a ‘linkage assembly’ and is about $450. Yeah nah I’ll work out how to fix it up.
Found a suitable bolt to use as a mandrel and chucked it in the lathe to clean up the munted thread, nipped out to buy a 12 x 1.25mm button die as turning a new thread with the lathe was fraught with difficulty and risk of fking the part.
Now it was time to set up the vice on the mill table which turned out to be quite easy. Used my cheap dial test indicator to get it nicely squared up, and drawing on my YouTube knowledge from the likes of Artisan Makes, Blondihacks, TubalCain, Joe Pie , Xynudu and others I set up to mill the aluminum nut using a nifty 12 sided ER40 collet block along with a 123 block as a work stop. The mill’s first bit of milling went better than I expected, and it was great to put some of the ideas I’ve seen on YouTube into practice.
Test fitted it before I do any touch up paint and cut+polish, all good. I’ll round off the sharp edges on the nut before fitting it back in to stay.
Another little win was using the mill to drill out the tiny screw that holds a carbide insert on one of my lathe quick change tool holders. The Torx head was severely rounded out and my previous attempts had failed. Eyeballed the 2mm drill bit into the center of the 3mm hole which couldn’t progress once it hit the carbide insert, and drilled through very carefully. Great Success ! The screw was about the size of a mouse turd and what’s left of it can be seen sitting on the vice in the pic. Looking forward to doing more stuff with the mill, I enjoyed the problem solving and results immensely

I’ve had the mill for a year and it was over 6 months before I got it functioning due to freight fktards dropping the crate and the motor being damaged due to that, or it was just faulty from the factory. Anyhoo I’ve hardly touched it since, too many hobbies and shit.
Current diversion is the sound deadening in my trusty old 80 series Landcruiser. In the process of gutting the interior I found the beginnings of some rust along with some previous rust repairs and dealing with those has made the scope of work blow out a bit.
Today’s fix was to do with the LH barn door wiper, it’s always been loose where the mount comes through from inside the door. When I decided to remove it to facilitate some touch up painting I found that the previous owner had struggled with the nut under the wiper arm which clamps it all together against the door skin, badly rounding the nut and leaving it a bit loose and unable to tighten back up.
After a bit of Freeze +Release spray and then CRC penetrating spray it still wouldn’t budge. Hmmm can’t use the MAPP torch here so I heated the fk out of a sacrificial 17mm socket and plonked it on the seized nut. Gave it 30 seconds and bingo it came off quite easily. The wiper mount/pivot thingy is cast aluminum and the threads had turned to powder.
New one from Toyota comes as part of a ‘linkage assembly’ and is about $450. Yeah nah I’ll work out how to fix it up.
Found a suitable bolt to use as a mandrel and chucked it in the lathe to clean up the munted thread, nipped out to buy a 12 x 1.25mm button die as turning a new thread with the lathe was fraught with difficulty and risk of fking the part.
Now it was time to set up the vice on the mill table which turned out to be quite easy. Used my cheap dial test indicator to get it nicely squared up, and drawing on my YouTube knowledge from the likes of Artisan Makes, Blondihacks, TubalCain, Joe Pie , Xynudu and others I set up to mill the aluminum nut using a nifty 12 sided ER40 collet block along with a 123 block as a work stop. The mill’s first bit of milling went better than I expected, and it was great to put some of the ideas I’ve seen on YouTube into practice.
Test fitted it before I do any touch up paint and cut+polish, all good. I’ll round off the sharp edges on the nut before fitting it back in to stay.
Another little win was using the mill to drill out the tiny screw that holds a carbide insert on one of my lathe quick change tool holders. The Torx head was severely rounded out and my previous attempts had failed. Eyeballed the 2mm drill bit into the center of the 3mm hole which couldn’t progress once it hit the carbide insert, and drilled through very carefully. Great Success ! The screw was about the size of a mouse turd and what’s left of it can be seen sitting on the vice in the pic. Looking forward to doing more stuff with the mill, I enjoyed the problem solving and results immensely
Stredda
Runs naked through virgin scrub
I'll be expecting some "This Old Tony" content from you, for now on.So I done a fing today, using my manual lathe and milling machine.
I’ve had the mill for a year and it was over 6 months before I got it functioning due to freight fktards dropping the crate and the motor being damaged due to that, or it was just faulty from the factory. Anyhoo I’ve hardly touched it since, too many hobbies and shit.
Current diversion is the sound deadening in my trusty old 80 series Landcruiser. In the process of gutting the interior I found the beginnings of some rust along with some previous rust repairs and dealing with those has made the scope of work blow out a bit.
Today’s fix was to do with the LH barn door wiper, it’s always been loose where the mount comes through from inside the door. When I decided to remove it to facilitate some touch up painting I found that the previous owner had struggled with the nut under the wiper arm which clamps it all together against the door skin, badly rounding the nut and leaving it a bit loose and unable to tighten back up.
After a bit of Freeze +Release spray and then CRC penetrating spray it still wouldn’t budge. Hmmm can’t use the MAPP torch here so I heated the fk out of a sacrificial 17mm socket and plonked it on the seized nut. Gave it 30 seconds and bingo it came off quite easily. The wiper mount/pivot thingy is cast aluminum and the threads had turned to powder.
New one from Toyota comes as part of a ‘linkage assembly’ and is about $450. Yeah nah I’ll work out how to fix it up.
Found a suitable bolt to use as a mandrel and chucked it in the lathe to clean up the munted thread, nipped out to buy a 12 x 1.25mm button die as turning a new thread with the lathe was fraught with difficulty and risk of fking the part.
Now it was time to set up the vice on the mill table which turned out to be quite easy. Used my cheap dial test indicator to get it nicely squared up, and drawing on my YouTube knowledge from the likes of Artisan Makes, Blondihacks, TubalCain, Joe Pie , Xynudu and others I set up to mill the aluminum nut using a nifty 12 sided ER40 collet block along with a 123 block as a work stop. The mill’s first bit of milling went better than I expected, and it was great to put some of the ideas I’ve seen on YouTube into practice.
Test fitted it before I do any touch up paint and cut+polish, all good. I’ll round off the sharp edges on the nut before fitting it back in to stay.
Another little win was using the mill to drill out the tiny screw that holds a carbide insert on one of my lathe quick change tool holders. The Torx head was severely rounded out and my previous attempts had failed. Eyeballed the 2mm drill bit into the center of the 3mm hole which couldn’t progress once it hit the carbide insert, and drilled through very carefully. Great Success ! The screw was about the size of a mouse turd and what’s left of it can be seen sitting on the vice in the pic. Looking forward to doing more stuff with the mill, I enjoyed the problem solving and results immensely View attachment 405414View attachment 405413
hellmansam
Likes Bikes and Dirt
This Old Tony is another favourite YouTuber of mine but I don’t think I could compare my noob stuff to his content !
I will try to remember to get some before pics next time though
I will try to remember to get some before pics next time though
Stredda
Runs naked through virgin scrub
Yeah, he's very entertaining. I like is sense of humour.This Old Tony is another favourite YouTuber of mine but I don’t think I could compare my noob stuff to his content !
I will try to remember to get some before pics next time though
dazz
Downhill Dazz
A channel I've been watching lately is Kurtis, Karen and Homeless from Cutting Edge Engineering. Pretty much all earth moving stuff, specialises in repairing/refurbishing cylinders. I think most people look forward to the outtake reel at the end of each vid as much as the machining content.Yeah, he's very entertaining. I like is sense of humour.
Stredda
Runs naked through virgin scrub
I'll have to check that out.A channel I've been watching lately is Kurtis, Karen and Homeless from Cutting Edge Engineering. Pretty much all earth moving stuff, specialises in repairing/refurbishing cylinders. I think most people look forward to the outtake reel at the end of each vid as much as the machining content.
SummitFever
Eats Squid
That channel is surprisingly huge. It had been popping up in my YouTube recommendations for a while and I finally took a look when he did a DIY CAT50 adapter. I don't know if that was indicative of the rest of his content but the whole thing was the usual YouTube stuff of "let's make something shiny" but there was absolutely no empirical testing of whether it was any good or not.A channel I've been watching lately is Kurtis, Karen and Homeless from Cutting Edge Engineering. Pretty much all earth moving stuff, specialises in repairing/refurbishing cylinders. I think most people look forward to the outtake reel at the end of each vid as much as the machining content.
I can knock out something shiny that fits in a CAT50 taper in quick time, but without the testing/metrology it could be total junk. The bloke didn't even rub some bearing blue on it when he loaded it into the spindle to see what the interface fit was like. Then he sent it out for heat treat and I was thinking "OK, he's going to grind it when it comes back from heat treat", Nup. No grind, no interference test, Next it's loaded into the mill without a dial gauge in sight. All he does is run it at various speeds and states "there's no runout".
Now maybe he's done all of the measuring off camera, but why not show it?
I would not run a commercial tool holder without checking run-out, let alone one I've made. The QC on the German stuff is fantastic but it could always be damaged in transit or just a drunken Friday arvo in Bavaria part.
If you want to graduate from the shiny stuff YouTube crowd into some interesting and very challenging parts, then check out Edge Precision: https://www.youtube.com/@EdgePrecision
dazz
Downhill Dazz
You're being quick to judge and narrow minded with those comments.That channel is surprisingly huge. It had been popping up in my YouTube recommendations for a while and I finally took a look when he did a DIY CAT50 adapter. I don't know if that was indicative of the rest of his content but the whole thing was the usual YouTube stuff of "let's make something shiny" but there was absolutely no empirical testing of whether it was any good or not.
I can knock out something shiny that fits in a CAT50 taper in quick time, but without the testing/metrology it could be total junk. The bloke didn't even rub some bearing blue on it when he loaded it into the spindle to see what the interface fit was like. Then he sent it out for heat treat and I was thinking "OK, he's going to grind it when it comes back from heat treat", Nup. No grind, no interference test, Next it's loaded into the mill without a dial gauge in sight. All he does is run it at various speeds and states "there's no runout".
Now maybe he's done all of the measuring off camera, but why not show it?
I would not run a commercial tool holder without checking run-out, let alone one I've made. The QC on the German stuff is fantastic but it could always be damaged in transit or just a drunken Friday arvo in Bavaria part.
If you want to graduate from the shiny stuff YouTube crowd into some interesting and very challenging parts, then check out Edge Precision: https://www.youtube.com/@EdgePrecision
What's the point of him measuring it?
It's either gonna do the job, or not.
He made it as accurately as he could with the tools he had at his disposal. I thought his approach to setting up the lathe to turn the taper was quite clever. The material he made it from was appropriate and nitriding or 'Tufftriding' or whatever the trade name is, does not result in significant distortion like case carb does.
Could it be made more accurately with post HT grinding? Sure, but that's not what the vid was about. It could also have been made from solid carbide and cost 5 or 10k.
He made the adapter to meet the standard he needs as economical and efficiently as he could. He's not claiming it's perfect and he knows what he wants to use it for. (Mostly adjustable boring heads I reckon.)
That's better engineering than most fully qualified engineers can manage. Design and produce for the intended purpose. Anything above and beyond that is a waste of resources.
His channel is clearly not for you. Off you go and watch some elite high end machining far beyond the means of any hobby or small business machine shop...
Not everything needs to be within a micron.

SummitFever
Eats Squid
If the taper is even slightly off it may not do the job at all. Rubbing a bit of bearing blue and putting in the spindle will tell you straight away. It's maybe 2 minutes of effort. Re-machining the taper where you are removing almost no material will also take a very short time, particularly as he had everything set up.You're being quick to judge and narrow minded with those comments.
What's the point of him measuring it?
It's either gonna do the job, or not.
Couldn't agree more, but not testing if your taper's fit is any good or having a look at your tool holder's runout is hardly chasing the last micron. It's just really basic stuff. It's not elitist or anything like that. It's what any tool maker would do, and even if you're not a tool maker its the sort of basic common sense thing that any good machinist would do as second nature. How can you make anything without measuring the result???Not everything needs to be within a micron.