I wouldnt mind a 916, find a Chalon kit, a 4.0 from a GT3...
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Project Car / Motorbike thread. Let's see 'em.
- Thread starter slip
- Start date
Lazmo
Old and hopeless
The 916 moved the goal posts.
It broke the mould. Reset the benchmark. Amazing, timeless bike.
I don't know what they're worth....?... but I would have assumed they were all silly money now?
Are there still cheap 916's around?
Yeah, the 916 reset the bizzo.
I just couldn't face the desmo servicing cost. I can do the desmos on a bevel or belt two valver myself, but the four valvers have a shjtload of body work, hoses and other crap to get off, then 4 x 2 desmos x 2 cylinders to check/adjust. Just nah.
I think my mate paid about $14K, but I'll check.
born-again-biker
Is looking for a 16" bar
I wouldnt mind a 916, find a Chalon kit, a 4.0 from a GT3...
You would

Had to rethink the brake reservoirs on the Escort. They had a weird proprietary fitting and there just was not enough head room to make them fit properly. The bulkhead in front of the scuttle is a horrible combination of angles and hollows and the only real way for the reservoirs to fit was in front of the bulkhead but then the hoses had to run uphill to the top of the mastercylinders. Not happy with that arrangement and how close the reservoirs would have been to the headers. A little research found a triple reservoir with separate chambers.
So today was make a bracket day. Again. The bracket had to weave in and around the factory metal and also releived to miss reinforcing under the reservoir so a few chamfers and angles. I also forgot which end I had just linished and managed a nice skid mark burn on my thumb. I then had to recover the bracket from the grass.
Pretty happy though I had to do two bends the old fashioned way by clamping the material between two pieces of steel in the vise. And then belting the living shit out of it all.


A little tidying up still to do and drill four holes for mounting and then four M6 rivnuts. Oh and some nice M6 button head screws in lieu of the M6 rod that is there at the moment. The consolation was that the folder I needed to do this would have cost around $100k.
These will feed into bulkhead fittings through the firewall and from there hoses to the mastercylinders. I will research the caps and see if I can fit some level indicator caps but that is not urgent at the moment. To comply with the ADRs we only need visual indication and that is provided on the reservoir body but I would still like an idiot light at least on the front chamber. To be continued.
So today was make a bracket day. Again. The bracket had to weave in and around the factory metal and also releived to miss reinforcing under the reservoir so a few chamfers and angles. I also forgot which end I had just linished and managed a nice skid mark burn on my thumb. I then had to recover the bracket from the grass.
Pretty happy though I had to do two bends the old fashioned way by clamping the material between two pieces of steel in the vise. And then belting the living shit out of it all.
A little tidying up still to do and drill four holes for mounting and then four M6 rivnuts. Oh and some nice M6 button head screws in lieu of the M6 rod that is there at the moment. The consolation was that the folder I needed to do this would have cost around $100k.
These will feed into bulkhead fittings through the firewall and from there hoses to the mastercylinders. I will research the caps and see if I can fit some level indicator caps but that is not urgent at the moment. To comply with the ADRs we only need visual indication and that is provided on the reservoir body but I would still like an idiot light at least on the front chamber. To be continued.
SummitFever
Eats Squid
...I had to do two bends the old fashioned way by clamping the material between two pieces of steel in the vise...
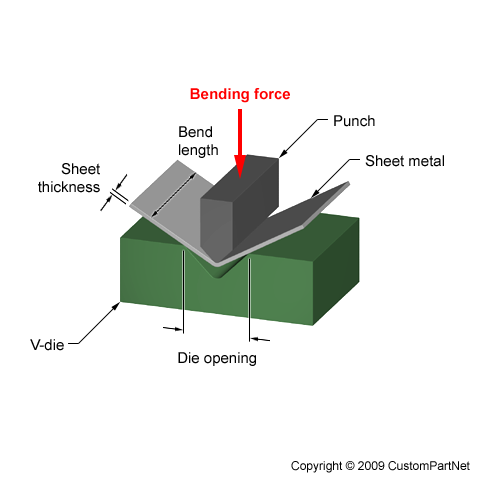
I seem to recall you've got a hydraulic press that you use with your dimple dies. Why not use it for sheetmetal bending? I do those sort of 90 degree (and more acute) bends on the press all of the time. Very easy to machine a punch out of some 10mm thick steel plate. Make it as long as your press and say 10-12cm high for clearance. Weld the dye from thick 90 degree angle welded to a baseplate at 45 deg.
If its thin and delicate material I will use high durometer elastomer sheet on the underneath (without the lower V die).
Very easy to do this sort of stuff with impeccable control and no hammertime.
This pic sort of gives you the idea:
I do and have a bender that goes in the press. Three bend bends are done with that. The shortest distance from bend to bend is about 35mm. No way to do the joggle. My little pan brake cannot do 2mm so vise, shifter and hammer job for the middle.I seem to recall you've got a hydraulic press that you use with your dimple dies. Why not use it for sheetmetal bending? I do those sort of 90 degree (and more acute) bends on the press all of the time. Very easy to machine a punch out of some 10mm thick steel plate. Make it as long as your press and say 10-12cm high for clearance. Weld the dye from thick 90 degree angle welded to a baseplate at 45 deg.
If its thin and delicate material I will use high durometer elastomer sheet on the underneath (without the lower V die).
Very easy to do this sort of stuff with impeccable control and no hammertime.
This pic sort of gives you the idea:
SummitFever
Eats Squid
Makes sense. Sometimes you can do the short stuff by sneaking up on it with a series of partial bends or by modifying the order of operations.
Tried all that, did a half bend next to it but ended up cutting in 6mm where I wanted the next bend because it would rather do a big radius than a tight bend and I couldnt get close enough to hammer it flat. I will press the bottom sections flat today since they curled a bit.Makes sense. Sometimes you can do the short stuff by sneaking up on it with a series of partial bends or by modifying the order of operations.
SummitFever
Eats Squid
Yeah. I hate that. One thing on my to do list is to make a new segmented adjustable width die for inside box folding. Eg. The last two sides of a box where you need to have the die the right width to get inside the two already folded up sides.
hifiandmtb
Sphincter beanie
Sweet - something for the commute tomorrow!
hifiandmtb
Sphincter beanie
Just chucked in a new car cabin air filter:

Yeah that’s actual smoke soot...

Yeah that’s actual smoke soot...

Noooooooooooo! It is bad shit. Temporary only unless it is my tractor.Anyone had success with tyre sealant? I’m fucking over flats.

Do you got a spare?
SummitFever
Eats Squid
Fix it yourself with the "dog turds"? With all the building going on round where we live there is an endless stream of gyprock screws that find their way into tyres. It's such a frequent occurance I don't even bother pulling the wheel off. Pliers and the puncture repair kit has it fixed in a couple of minutes.
Mattyp
Cows go boing
Too many toys not enough space or time. Have owned the mazda for about 15 years, it has had many lives. First as a daily, then as a weekend hills car, fitted a half cage and did some motorkhana, track days and hill climbs, then the drifting craze came about and that was fun till I realised how much of a thrash it is on the car. Gave that up before i did any serious damage. I built the engine that's in it now and lost a bit of interest, but very slowly converting it back into a street car as they seem to be going up in value now. It needs paint and a bit of TLC as it had a bit of a hard life.


link1896
Mr Greenfield
DC, I do carry a spare, last nights shit show revolved around me loosing the wheel security bolt adapter. Guess I left it on the bolt head last time and it fucked off to give someone else a flat 50 meters down the road. Run flats can bite me, prices are insane in size/load/speed rating I need. Will be braizing the security key adapter to a 17mm socket.
Summit, I feel your pain. 5th flat in 10 months for me. Puncture repair on the side of the road and reinflating the tyre with a hand pump? I’d at least swap it for the spare and fix later when I can get the bloody wheel off. Solid fuckit material that one.
Had assumed there were no good automotive sealants. What about Orange Seal Endurance Sealant? Still good in a set of wheels 2 years old on one of my bikes. Anyone tried it in car tyres?
Summit, I feel your pain. 5th flat in 10 months for me. Puncture repair on the side of the road and reinflating the tyre with a hand pump? I’d at least swap it for the spare and fix later when I can get the bloody wheel off. Solid fuckit material that one.
Had assumed there were no good automotive sealants. What about Orange Seal Endurance Sealant? Still good in a set of wheels 2 years old on one of my bikes. Anyone tried it in car tyres?
SummitFever
Eats Squid
Bugger. Losing the adapter is a bummer.
No idea on the sealant but if you do go down that path be careful if the BMW uses tyre pressure sensors. Not sure if the sealant may damage them.
No idea on the sealant but if you do go down that path be careful if the BMW uses tyre pressure sensors. Not sure if the sealant may damage them.
Milpool
Have knuckles, will drag
Too many toys not enough space or time. Have owned the mazda for about 15 years, it has had many lives. First as a daily, then as a weekend hills car, fitted a half cage and did some motorkhana, track days and hill climbs, then the drifting craze came about and that was fun till I realised how much of a thrash it is on the car. Gave that up before i did any serious damage. I built the engine that's in it now and lost a bit of interest, but very slowly converting it back into a street car as they seem to be going up in value now. It needs paint and a bit of TLC as it had a bit of a hard life.
View attachment 360072View attachment 360073
Very nice! Love a good FC and they're definitely getting rare.
My Laurel is pretty damn haggard, certainly won't be one for the collectors but there is genuinely no registerable laurels for sale these days. A mate has been looking for a couple of years, they're all either just straight silly prices or LS swapped with fuel cells and chopped to nothing. Mine won't be cut up or than the guard work but it will be running that fine line of track car only. Might actually get some money for it one day if I don't write it off first.